乐凯医疗科技有限公司(以下简称乐凯医疗)隶属于乐凯胶片股份有限公司,是其全资子公司,乐凯医疗已经从传统的感光材料制造商转型为数字医疗影像材料、工业射线探伤、特种高性能膜材料领域中集研发、制造、服务为一体的现代化企业。现已发展成为我国干式医用胶片及医疗器械和工业无损探伤胶片的生产基地。
乐凯医疗产品涉及医用干式胶片及医用干式成像仪、工业无损探伤胶片、特种高性能膜材料等三大产品体系200多个品种,产品除满足国内市场需求,还销往亚、非、拉、美等30个国家和地区,已从科研生产型企业转变为高科技服务型企业。
“十三五”期间,乐凯医疗将继续聚焦医疗主业的发展,深化产品和产业结构调整,加大战略布局,加大市场开拓,解放思想、提高效率、开拓创新,团结协作,致力于医疗健康和工业健康产业,提高系统服务能力,做优、做强、做大乐凯医疗的经营工作指导思想,实现乐凯医疗产业的跨越式发展。

本次展会乐凯医疗科技有限公司会展出乐凯医用干式胶片、医用图像打印机、自助取片机、弹性绑带等产品。
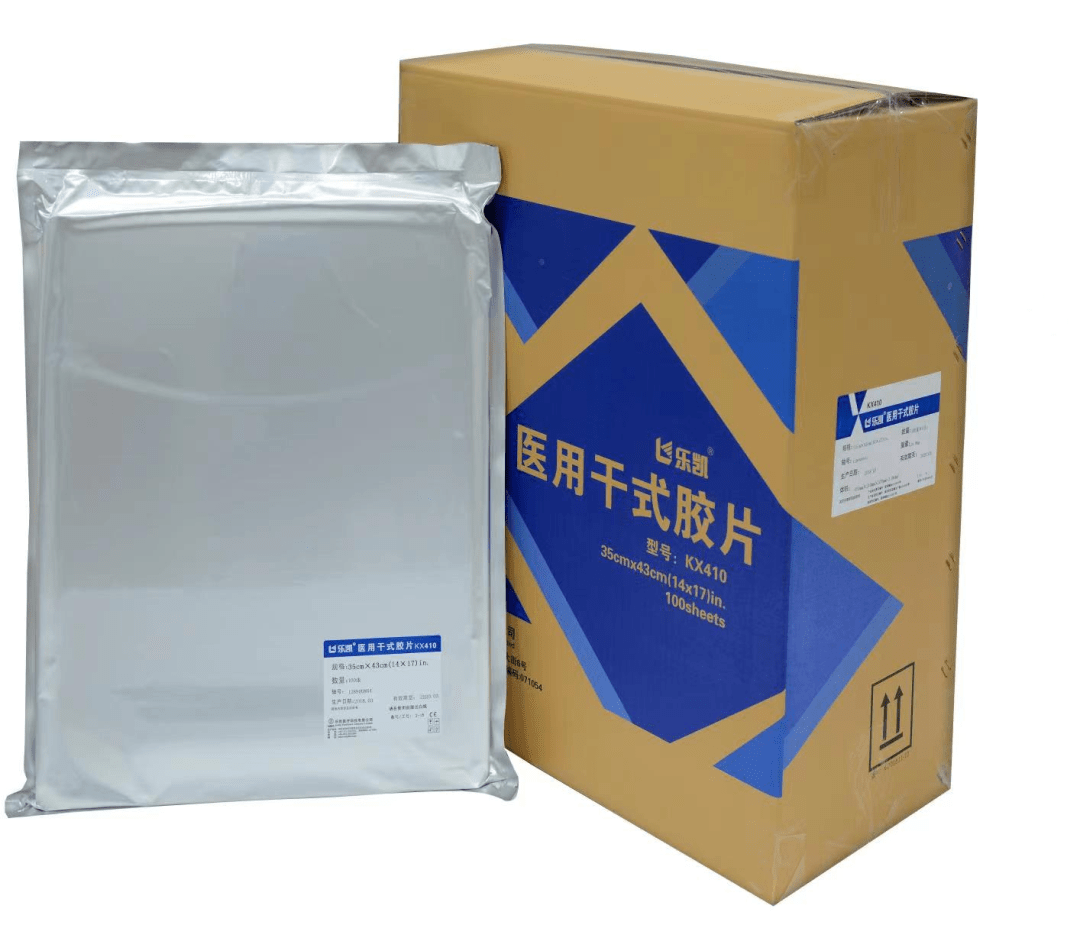
乐凯医用干式胶片以聚酯片基为支持体,双面涂布成像层和保护层。本胶片适用经过计算机处理后以数字方式存贮的医疗影像的热敏打印输出,具有灰雾小、清晰度高、大密度高、色调明快、使用方便的特点,可以真实再现经过处理的各种医疗影像。

乐凯自助取片机LK601是以乐凯医用图像打印机和医用干式胶片为基础,与当前主流的PACS、RIS、HIS等系统无缝对接开发的一站式自助系统。该系统在不改变医务人员现有工作模式的前提下,完美替代人工分发胶片和报告,,让患者第一时间获取检验结果并打印。提高就诊效率,提升医院信息化水平。

乐凯医用图像打印机是一种用于复制通过网络DICOM格式发送图像数据的热敏成像胶片打印机,能够完美匹配CT、MRI、DR、数字胃肠、乳腺、核医学、C型臂、牙周CT等设备的成像应用要求,配合乐凯医用干式胶片使用,能够生成高质量的医疗影像。

乐凯弹性绑带主要由弹力布、高性能医用粘胶和胶面离型纸组成。具备适宜的弹性、强粘性、高透气、低过敏的特性,具有改善血液和淋巴液循环,调节和改善神经系统,强化肌体综合功能的功效,可用于多种场合,方便实用。
应国家商务部、卫健委、中医局进一步部署及外国政府、部分驻华使馆、重要医疗产业机构的合作对接需求,为推动中国跨境医疗合作步伐及医疗产业的融合发展,中国国际商会、商务部外贸发展事务局、世界中医药学会联合会、中国研究型医院学会等重要机构将于2023年7月11日-13日在中国国际展览中心举办2023世界生命科学大会暨北京国际生命健康产业跨境博览会,省市商务厅局积极组织企业参加。

博览会共划分八大展区:医疗器械展区、生物医药科技展区、劳保用品及卫生防疫展区、中医药健康产业展区、医疗美容展区、营养保健展区、制药原料及设备展区和数字健康展区。